Inspektionsplan
Verfahrensabhängige Toleranzen und Maße
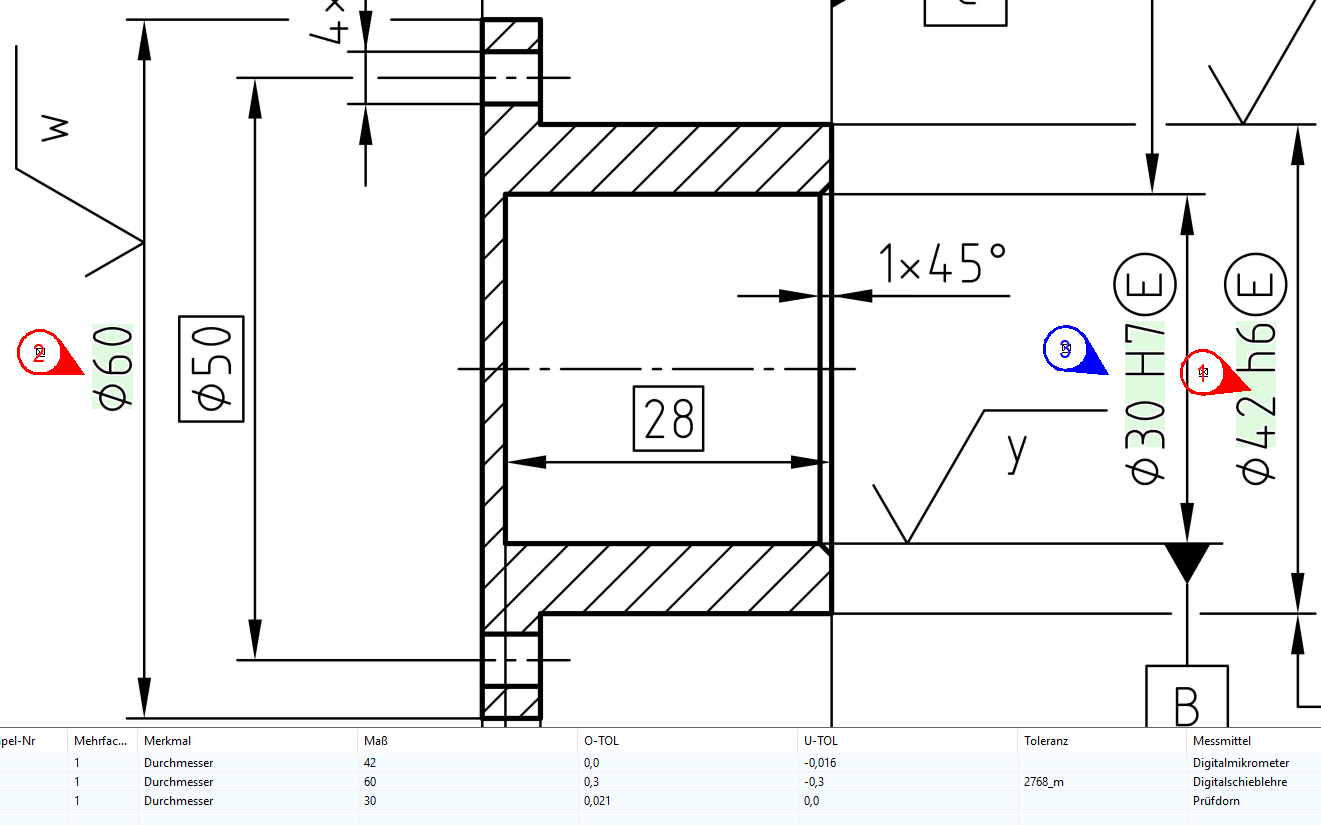
Oft werden Teile (hier im Beispiel ein Drehteil) durch mehrere verschiedenen Verfahren bzw. Arbeitsgänge hergestellt. Zuerst wird das Teil vorgedreht und in einem zweiten Arbeitsgang auf das Endmaß feingedreht oder geschliffen.
Die Endmaße und die dazugehörenden Toleranzen sind auf der Zeichnung angegeben. Für das Vordrehen wird ein Aufmaß sowie dazugehörende (meist gröbere) Toleranzen im Inspektionsplan festgelegt. Diese Werte können nach Excel ausgegeben werden.
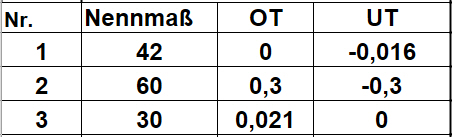
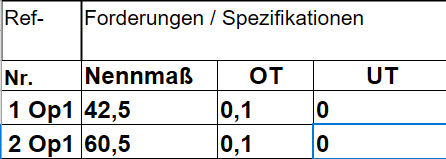
Die beiden Außendurchmesser 42 h6 und 60 (Pos 1 und 3):
- Für das Vordrehen setzen wir ein Aufmaß von 0.5 mm mit einer Toleranz 0.1 mm ins Plus. Das bedeutet, dass die Durchmesser nach dem Vordrehen zwischen 42.5 und 42.6 mm bzw. 60.5 und 60.6 mm liegen sollen.

- Starten der Aufmaßvergabe
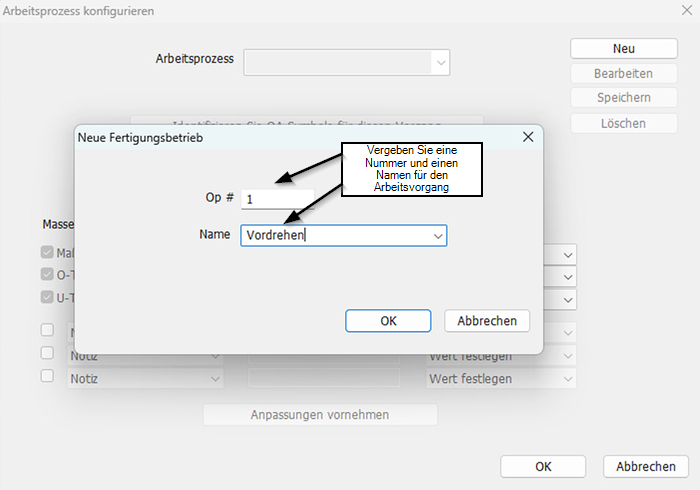
- Klicken Sie auf “Neu“ und nennen sie den Vorgang Op# 1. Als Name der Bearbeitung geben Sie “Vordrehen“ ein.
Wählen Sie über den Schalter „Indentifizieren…“ die Merkmale 1 und 2 in der Zeichnung aus - die Merkmale werden dabei mit einem farbigen Quadrat markiert - und gehen sie mit „ESC“ zurück zu der Maske.
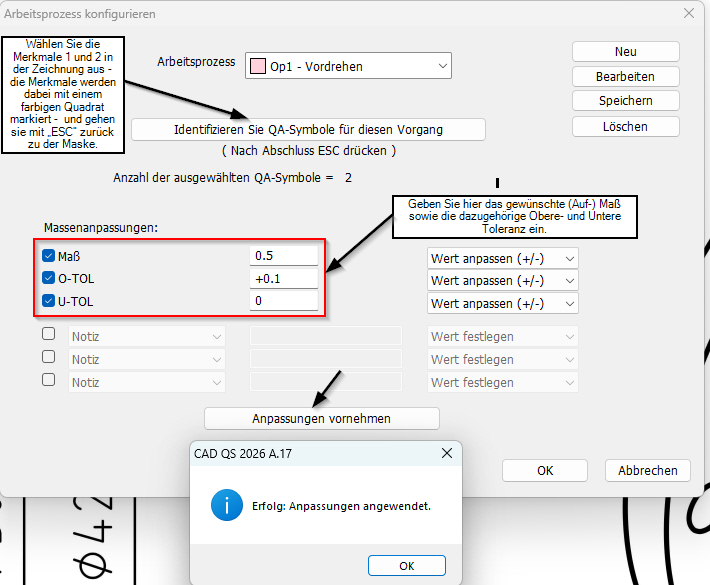
- Tragen Sie dann die gewünschten Änderungen für Nennmaß und Toleranzen in die dafür vorgesehen Felder ein. Wichtig: Damit diese Werte übernommen werden müssen Sie auf das Feld „Anpassungen vornehmen“ klicken. Mit “Speichern“ und abschließendem “OK“ können Sie den nächsten Arbeitsprozess konfigurieren.
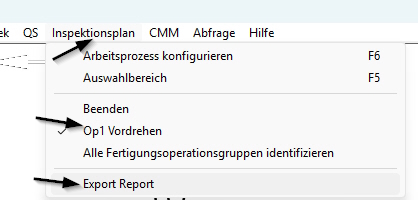
- Mit “Export Report“ können die für das Arbeitsgang “Vordrehen“ vorgegeben Maße und Toleranzen nach Excel exportiert werden:
Der Export der Fertigmaße sieht dagegen so aus: